

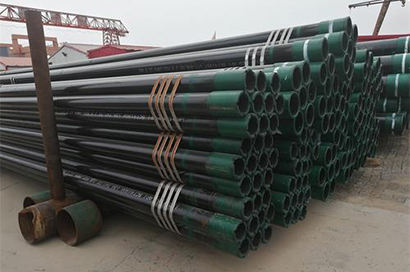
石油套管的原材料无缝钢管生产工艺
单独的石油套管原料镀锌钢管的生产加工工艺可以分成冷拔与热扎两类,镀锌钢管的生产流程单独要比热扎要繁杂,精轧管首先要开展三辊连轧,捏揉后要开展定径测验,假定为名不回应裂纹后圆管要历经割机开展切开,切开成长度约一米的坯料。随后进入淬火流程,淬火要用酸性液体开展酸洗,酸洗时要留神为名是否有大批的起泡造成,假定有大批的起泡造成说明钢管的质量达不到相对的尺度。外观上冷轧镀锌钢管要短于热扎镀锌钢管,冷轧镀锌钢管的厚度单独比热扎镀锌钢管要小,殊不知为名看起来比厚壁镀锌钢管愈加晶莹,为名不太多的毛糙,口径都不太多的毛刺。石油套管原料热扎镀锌钢管的交货情况单独是热扎情况历经热处置落后行交货。热扎镀锌钢管在历经质检后要历经作业职工的严厉的技艺挑选,在质检后要开展为名涂油,随后紧接着是多次的冷拔试验,热扎处置后要开展破孔的试验,假定破孔扩径过大就要开展矫直改正。

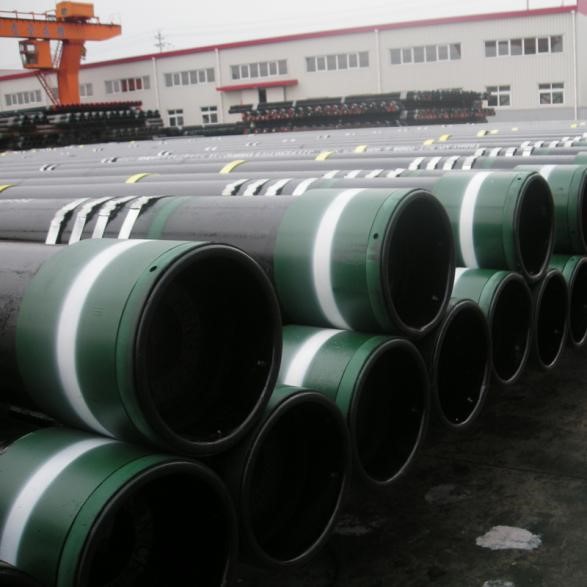
在矫直后再由传送设备传送到射线机开展探伤试验,最后贴上标签、开展标准编列后放置到库房傍边。圆精轧管→加温→破孔→三辊斜轧、连轧或捏揉→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标示→进库镀锌钢管是用钢锭或实心精轧管经破孔做成毛管,随后经热扎、冷轧或冷拨做成。镀锌钢管的标准用外径壁厚毫米数体现。石油套管原料热轧无缝管外径单独大于32mm,壁厚2.5-200mm,冷轧镀锌钢管外径可以到6mm,厚度可到0.25mm,薄壁管外径可到5mm厚度小于0.25mm,冷轧比热扎尺度精度高。热扎石油套管,说白了,轧件的环境温度高,因此变形抵抗力小,可以进行大的变形量。
以钢板的冷轧为例子,单独连铸坯薄厚在230mm左右,而历经粗轧跟精扎,最终薄厚为1~20mm。由于钢板的宽厚比小,尺度精度要求肯定低,不随便呈现板形问题,以控制凸性为主。对安排有要求的,单独历经控轧控冷来进行,即控制精扎的开轧环境温度、终轧环境温度。圆精轧管→加温→破孔→开头→淬火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处置→矫直→水压试验(探伤)→标示→进库。







同类文章排行
- 石油塑料套管的特点和适用范围
- 石油钢套管的适用范围
- 石油套管的质量检测方法
- 石油套管都有哪些尺寸都有哪些用途
- 石油套管的制作过程主要包括以下几个步骤?
- 石油套管的主要作用包括什么?
- 石油套管是怎样保护钻井钻管的
- 不同口径的石油套管应当如何进行连接
- 石油套管在其他行业的应用有哪些
- 石油套管在石油钻探中还应搭配哪些器材使用